DLS 设计快速指南
Carbon DLS 可以为您的产品设计最好的零件,而无需担心成型性或可加工性。与每个 3D 打印过程一样,DLS有它独特的设计规范;遵循这些原则以在您的应用程序中获得最佳结果。
本设计快速指南提供了一个多步骤工作流程,可帮助您快速设计和评估零件。按照以下步骤确定您的零件是否适合 DLS 流程,并确定您的设计中可能需要修改的方面。

评价
首先使用这些基本指南来确定您的零件是否适合 Carbon DLS。
构建空间
您的零件适合 Carbon 的 3D 打印机吗?为了高效生产,请考虑如何在构建体积中安装多个零件。
| M1 | M2 | L1 | |
|---|---|---|---|
| X | 141 毫米 (5.6 英寸) |
189 毫米 (7.4 英寸) |
410 毫米 (16.1 英寸) |
| Y | 79 毫米 (3.1 英寸) |
118 毫米 (4.6 英寸) |
256 毫米 (10.1 英寸) |
| Z | 326 毫米 (12.8 英寸) |
326 毫米 (12.8 英寸) |
460 毫米 (18.1 英寸) |

材料特性
您对零件有哪些机械特性要求?您通常会指定哪些传统热塑性塑料?
| 树脂 | 极限抗拉强度 | 断裂伸长率 | 拉伸模量 | 肖氏硬度 | 冲击强度 | 热变形温度 | 可比热塑性塑料 | 生物相容性:细胞毒性 | |
|---|---|---|---|---|---|---|---|---|---|
| 2 部分树脂 | CE 221 | 85兆帕 | 3% | 3900兆帕 | 92D | 15 焦/米 | 230° C | 玻璃填充尼龙 | ✓ |
| EPU 40 | 9兆帕 | 300% | 不适用 | 68A | 不适用 | 不适用 | 热塑性聚氨酯 | ✓ | |
| EPU 41 | 15兆帕 | 250% | 不适用 | 73A | 不适用 | 不适用 | 热塑性聚氨酯 | ✓ | |
| EPX 82 | 80兆帕 | 5% | 2800兆帕 | 89D | 45 焦/米 | 130° C | 20% 玻璃填充 PBT | ✓ | |
| FPU 50 | 29兆帕 | 200% | 700兆帕 | 71D | 40 焦/米 | 70° C | 聚丙烯 | ✓ | |
| MPU 100 | 35兆帕 | 15% | 1300兆帕 | 81D | 30 焦/米 | 50° C | – | ✓ | |
| RPU 70 | 40兆帕 | 100% | 1700兆帕 | 80D | 15 焦/米 | 60° C | ABS或PC ABS | ✓ | |
| RPU 130 | 35兆帕 | >50% | 920兆帕 | 100D | 76 焦/米 | 119°C | 尼龙6 | – | |
| SIL 30 | 3.4兆帕 | 350% | 不适用 | 35A | 不适用 | 不适用 | 热塑性弹性体 | ✓ | |
| 1 部分树脂 | DPR 10 | 45兆帕 | 4% | 1800兆帕 | 不适用 | 20 焦/米 | 61° C | – | ✓ |
| PR 25 | 29兆帕 | >15% | 920兆帕 | 不适用 | 18 焦/米 | 49° C | – | ✓ | |
| UMA 90 | 30兆帕 | 30% | 1400兆帕 | 86D | 30 焦/米 | 45° C | – | ✓ |
化学相容性
与这些常见化学品一起使用时,您的零件是否需要表现良好?
| 班级 | 化工 | CE 221 | EPU 40 | EPU 41 | EPX 82 | RPU 70 | RPU 130 | SIL 30 |
|---|---|---|---|---|---|---|---|---|
| 日用化学品 | 漂白液 (NaClO, 5%) | E | E | E | E | E | – | E |
| 消毒液(NH4Cl,10%) | E | E | E | E | E | – | G | |
| 蒸馏水 | E | E | E | E | E | – | G | |
| 防晒霜(SPF 50) | E | G | P | E | E | G | G | |
| 洗涤剂(太渍) | E | E | G | E | E | – | G | |
| Windex | E | G | G | E | E | – | G | |
| 过氧化氢 (H2O2, 30%) | E | F | F | E | E | – | F | |
| 乙醇(乙醇,95%) | E | P | P | G | F | – | P | |
| 工业流体 | 机油(金富力 SAE 5W-30) | E | E | E | E | E | E | E |
| 制动液(嘉实多 DOT-4) | E | F | F | E | E | – | P | |
| 飞机除冰液(I 型乙二醇) | E | E | – | – | E | – | E | |
| 飞机除冰液(I 型丙二醇) | E | E | – | – | E | – | G | |
| 飞机除冰液(IV 型乙二醇) | E | E | – | – | E | – | E | |
| 飞机除冰液(IV 型丙二醇) | E | E | – | – | E | – | G | |
| 变速箱油(金富力合成 ATF) | E | E | E | E | E | E | E | |
| 发动机冷却液(金富力 XLC,50%/50% 预混) | E | E | – | E | E | – | E | |
| 柴油(雪佛龙#2) | E | P | P | E | E | E | F | |
| 汽油(雪佛龙 #91) | E | P | – | – | P | – | P | |
| Skydrol 500B-4 | E | P | P | E | G | – | P | |
| 强酸/碱 | 硫酸 (H2SO4, 30%) | E | P | F | E | E | – | P |
| 氢氧化钠 (NaOH, 10%) | E | E | – | E | E | – | E | |
| 注意: 由于零件几何形状和实际使用中的暴露程度存在差异,因此需要对具体生产应用进行验证。 | ||||||||
| 评级 | 评分 | 重量损失比 | 具体标准 |
|---|---|---|---|
| E | 优 | < 5% | 在长时间暴露中,溶剂不太可能降解材料 |
| G | 良 | 5% – 15% | 溶剂不太可能在短时间内降解材料 |
| F | 中 | 15% – 30% | 溶剂可能会在短时内降解材料 |
| P | 差 | > 30% | 暴露时,溶剂可能会侵蚀并严重降解材料 |
| * 重量损失比是根据 ASTM D543 浸泡 1 周后重量损失的百分比。这只是 重量损失的值,并不代表尺寸或机械性能的变化。 | |||
设计
一旦您确定您的零件适合 Carbon DLS 工艺,下一步就是检查您的零件的特征尺寸。请参阅下面推荐的特征尺寸以保证零件的可打印性。
悬空、极限无支撑角度和极限无支撑壁厚将为您的零件打印摆放和支撑策略。
推荐的特征尺寸
您的特征尺寸是否能够成功打印?
| 特征 | 刚性两部分树脂 | 刚性单部分树脂 | 弹性树脂 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CE 221 | EPX 82 | EPX 86FR | FPU 50 | MPU 100 | RPU 70 | RPU 130 | PR 25 | UMA 90 | EPU 40 | EPU 41 | SIL 30 | ||
| 壁厚 - 无支撑 (mm) | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 | |
| 壁厚 - 支撑 (mm) | 1.0 | 1.5 | 1.0 | 1.0 | 1.0 | 1.0 | 1.5 | 1.0 | 1.0 | 1.0 | 1.0 | 1.5 | |
| 最大悬伸距离 (mm) – M1/M2 | 3.0 | 2.0 | 2.0 | 2.0 | 3.0 | 2.0 | 2.0 | 3.0 | 3.0 | 1.0 | 1.0 | 1.0 | |
| 最大悬伸距离 (mm) – L1 | 3.0 | 2.0 | 2.0 | 2.0 | 3.0 | 2.0 | 2.0 | 3.0 | 3.0 | 1.5 | 1.5 | 1.5 | |
| 最大桥街长度(2x 悬垂)(mm) | 6.0 | 4.0 | 4.0 | 4.0 | 6.0 | 4.0 | 4.0 | 6.0 | 6.0 | 2.0 | 2.0 | 2.0 | |
| 最大无支撑水平角度(度) | 40 | 40 | 40 | 35 | 40 | 30 | 40 | 30 | 30 | 40 | 40 | 40 | |
| 孔径 XY (mm) | 1.0 | 0.6 | 0.6 | 0.5 | 0.9 | 0.5 | 1.0 | 0.9 | 0.9 | 2.0 | 1.5 | 2.0 | |
| 孔径 Z (mm) | 0.7 | 0.9 | 0.5 | 0.5 | 0.8 | 0.6 | 0.8 | 0.6 | 0.8 | 1.0 | 1.0 | 2.0 | |
| 突出特征尺寸 XY (mm) | 0.4 | 0.3 | 0.5 | 0.5 | 0.4 | 0.4 | 0.3 | 0.6 | 0.4 | 0.5 | 0.75 | 1.0 | |
| 突出特征尺寸 Z (mm) | 0.2 | 0.2 | 0.5 | 0.2 | 0.2 | 0.2 | 0.3 | 0.2 | 0.2 | 0.2 | 0.3 | 1.0 | |
| 凹陷深度/压纹高度 (mm) | 0.4 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.5 | |
| 文字大小,凹陷/压纹 (mm) | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | |
| 组装零件之间的间隙 (mm) | 0.8 | 0.4 | 0.2 | 0.5 | 0.5 | 0.4 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | |
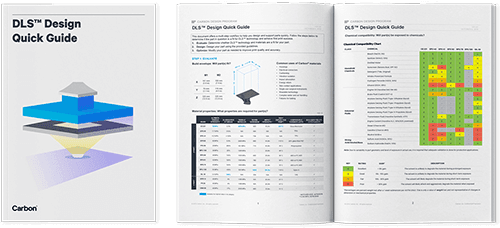
孔
为补偿过度固化,水平孔的尺寸应加大约 0.04 毫米。
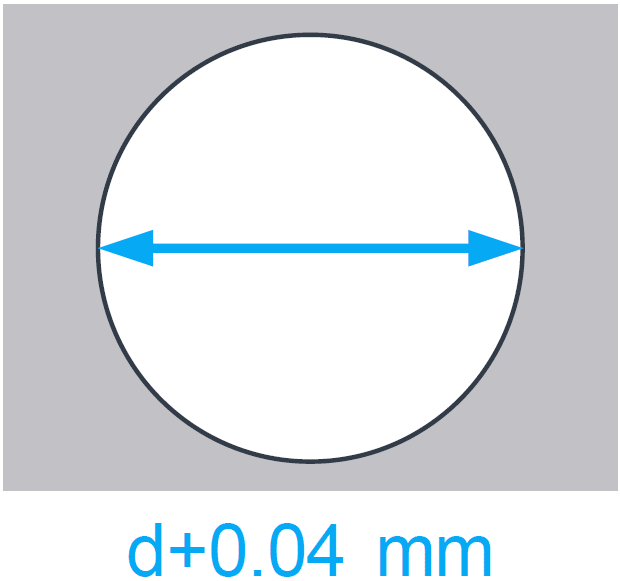
最大无支撑角度
相对于平台 (XY) 测量,所有材料在超过 40 度 的无支撑角度下均可以打印。
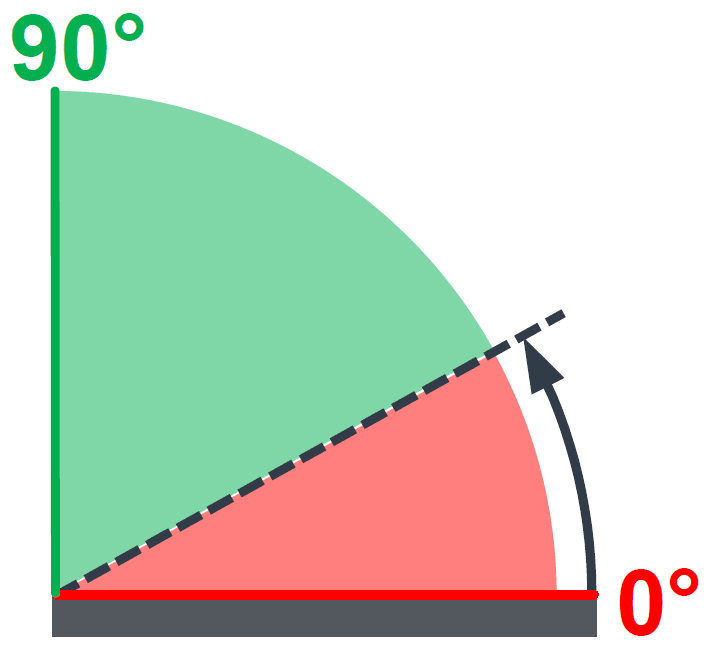
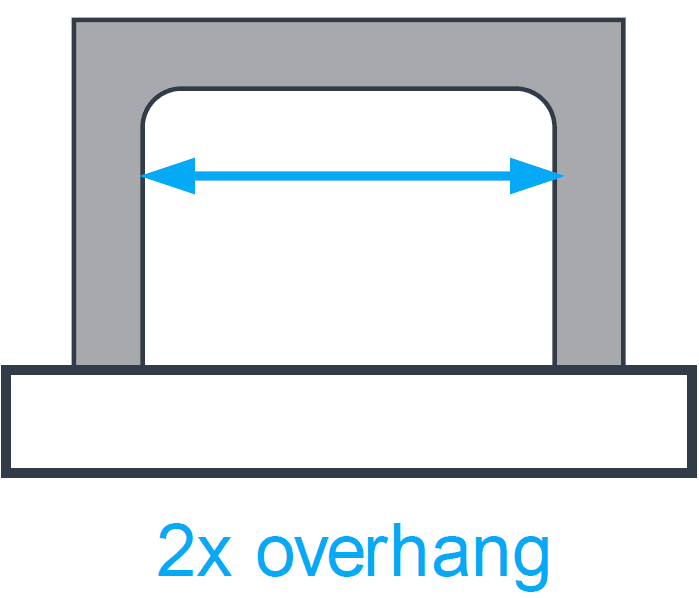
桥接
桥接的跨度不应超过建议的悬空距离的两倍。
圆角
内角:最小约 ~0.5 mm 毫米
外角: ~0.5 mm + 壁厚
组装零件
尽量以相同方向打印。
壁厚
当壁厚达到最小厚度时应尽量保持较低的高度。
设计优化
使用这些设计规范改进您的设计,以确保您对尺寸精度、表面质量和整体性能的要求。
添加支撑之前
在设计零件时考虑这些建议。
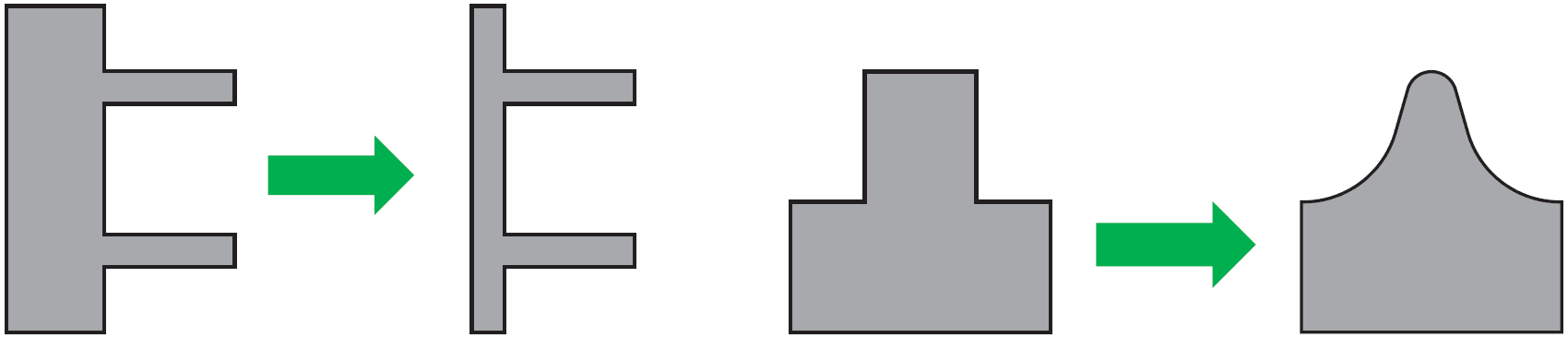
低分辨率模型
调整 CAD 软件中的导出设置以保证平滑的模型。
直角
添加圆角或倒角
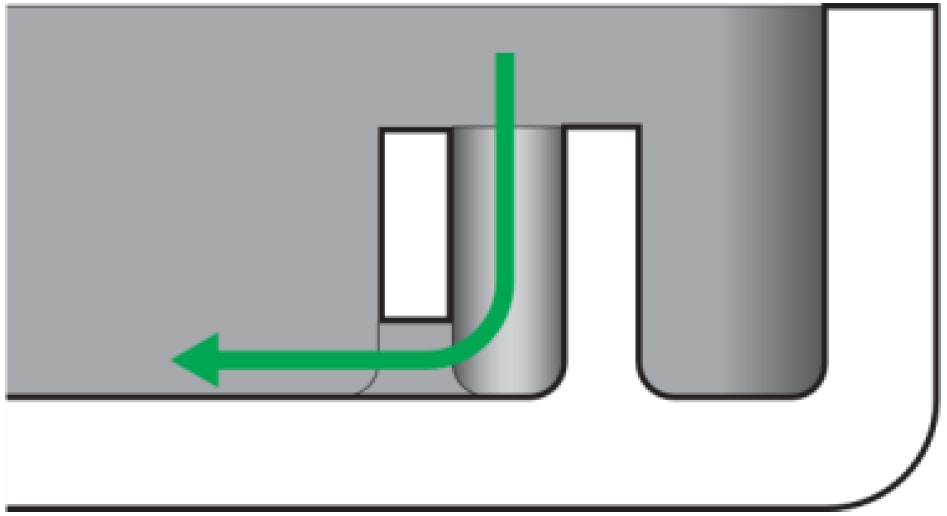
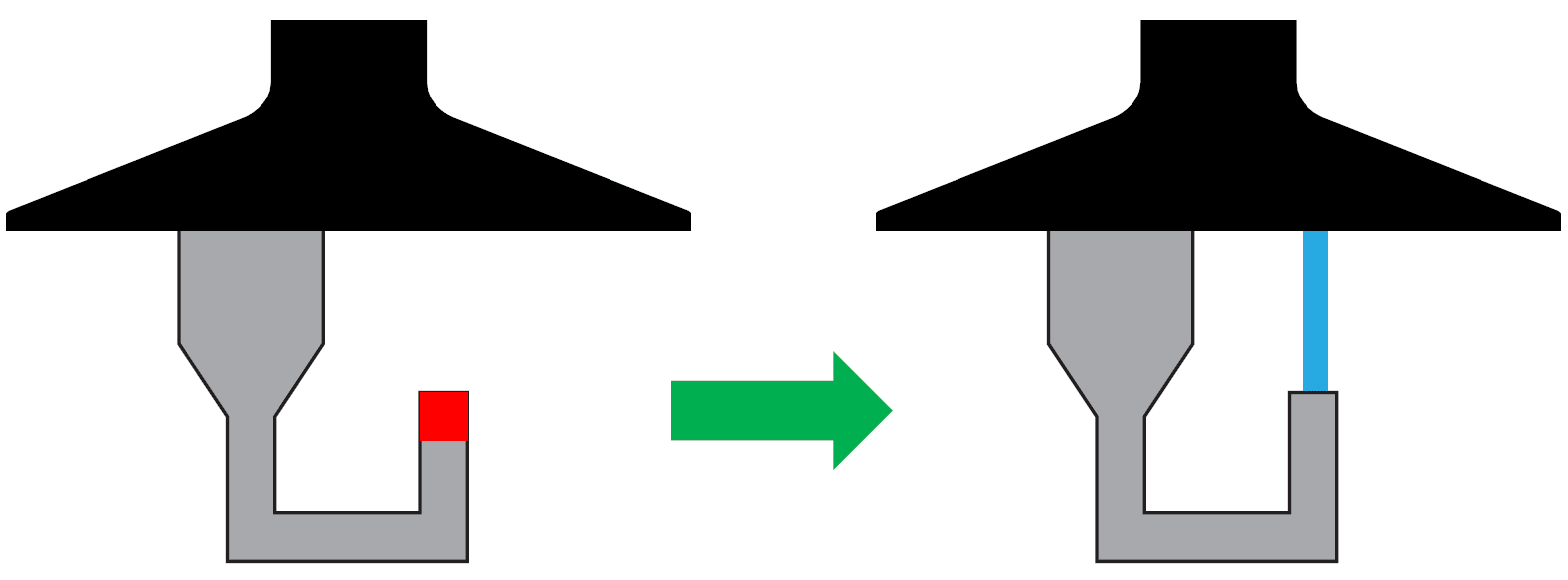
真空空间和盲孔
添加 2-3 毫米 的通孔或重新摆放零件。
悬空岛
为了防止零件在打印过程中损坏,必须在悬空到上添加支撑或连接悬空岛。
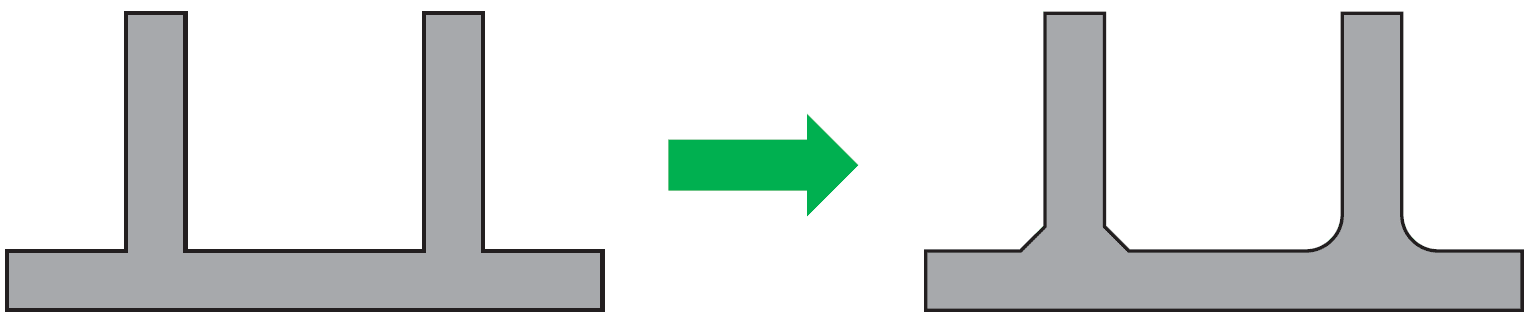
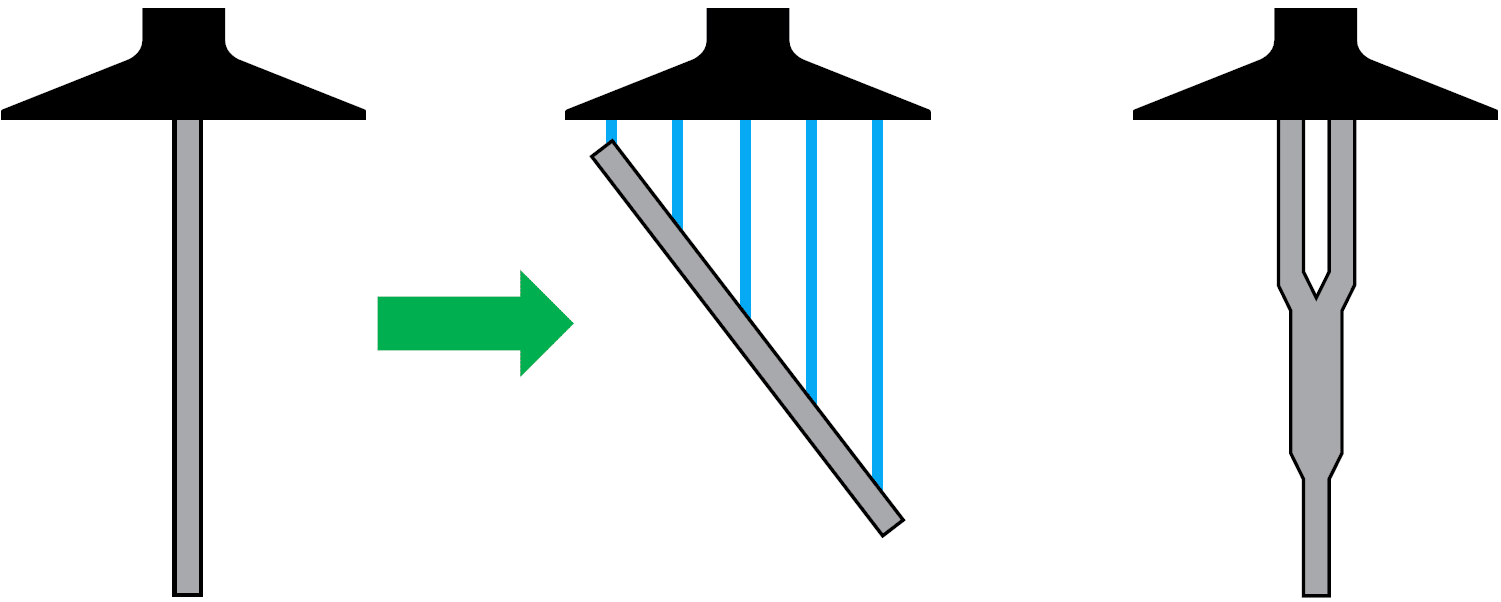
不均匀的、快速变化的或阶梯式的壁厚
使壁厚均匀,或使厚度变化尽可能平缓,以尽量减少打印缺陷并防止烘烤过程中的翘曲。
高而薄的零件
改变打印摆放方向,或重新设计以降低零件高度和/或创造稳定性。
支撑
使用 Carbon 的打印预处理软件为您的零件添加支撑。
- 使用悬空检测功能检查悬空区域和无支撑的角度
- 支撑与零件壁和其他支撑之间的距离应不小于推荐悬空距离
- 确保悬空岛有足够的支撑
- 使用 Advanced Support功能确保首次打印成功
- 加固高度超过 76毫米的支撑。线支撑可以使用点支撑作为额外加固。
首次打印精度
每次 3D 打印的准确性取决于几个因素,包括材料特性、零件几何形状、操作员数量程序和后处理技术。Carbon DLS 工艺提供了出色的精度和可重复性,公差在 +/-40 μm 之内,但这取决于上面列出的因素,并且可能需要一些优化才能在批量生产中获得一致的结果。要了解有关 DLS 精度的更多信息,请查看我们的工程材料生产可重复性精度指南。